Components made by laser powder bed fusion sometimes come off the printer with tiny voids trapped in the metal as it hardens. Researchers are on their way to fully determining the causes of these voids. Keith Button spoke to the researcher whose imaging technique has been key to the progress.
As promising as laser powder bed fusion has been in aerospace manufacturing, the technique has a downside. Bubbles of gas in molten material can leave voids, called “pores,” hidden inside the walls of metal parts. This kind of defect is annoying for noncritical parts such as air-conditioning brackets, but unacceptable for critical parts, such as components of engines, because they can lead to cracking. Critical parts made by this technique must be painstakingly inspected and recycled if defective, an outcome that is expensive.
The mystery of how and why pores form is beginning to lift, largely because of a microscopic imaging technique applied by Tao Sun, a professor at the University of Virginia, and his team. As it turns out, when a laser beam zips over a thin layer of metallic powder, a molten pool of metal about the width a human hair forms for just an instant, but that’s long enough for bubbles of gas to form in it. Some of the bubbles disappear, but others leave pores when the material hardens.
The team has more to learn about pore formation, but results so far suggest that engineers might soon be able to predict pores and adjust their processes to avoid them, lending even more potential to this increasingly popular method of 3D printing or additive manufacturing.
At the moment, with some exceptions, manufacturers hesitate to make intricate, critical parts by laser fusion, despite a long list of benefits. Newly designed parts could be made from high-strength alloys for installation in airplanes and space vehicles without the need to set up and program tools for casting or machining away metal. In many cases, shifting to the additive method could shave six months from the time it takes to manufacture the first batch of a new part.
One of those who has made the shift for a critical part is GE Aviation. At its plant in Auburn, Alabama, the company makes fuel nozzle tips for its LEAP turbofan engines with a laser fusion technique developed by GE Additive, the corporation’s 3D-manufacturing arm. Each tip is a complex part with passages for fuel and air that otherwise would require making 20 separate pieces from castings and formed sheet metal and then brazing them together. The 6-centimeter-tall fuel nozzle tip can require up to 3,000 layers of material.
GE, like other manufacturers, relies on extensive inspection processes to root out any defective nozzle tips. The company is confident in its safety, but Sun’s team believes it can help manufacturers with cost-effectiveness.
“The industry holy grail really is that you can print these parts with the manufacturing dimensional data and get a good part every time, no matter what machine you do it on, no matter what location you do it at, no matter what batch of powder you put in,” says Chip Blankenship, a University of Virginia professor and former vice president of GE’s commercial engines group who is not affiliated with Sun’s team. “We haven’t achieved these goals yet, so the industry is not 100% comfortable with the process, but we’re getting there.”
An inside view
To find out how bubbles form, Sun and his team had to look below the surface of the molten metal as the laser passed by and take images of bubbles. Some of those can harden into pores ranging in diameter from a few microns to 200 microns. They also had to record the images quickly, because the laser moves across the powder bed surface at 1 meter per second, which means the laser’s weld time at one spot is only a few milliseconds at most.
The solution for viewing the molten metal was a high-speed X-ray imaging technique invented about 15 years ago. Sun had applied that technique and improved it for research he started nine years ago for his previous employer, Argonne National Laboratory outside of Chicago. The imaging technique requires high-energy X-ray beams that are generated at only four locations in the world, one of them being Argonne’s Advanced Photon Source, or APS.
Researchers set up their testing about 37 meters downstream from the X-ray source. An X-ray beam was directed through a chamber with a fusion device inside, and then the beam was converted to visible light for imaging.
When they began to conceive this setup, they realized they didn’t have enough room for a complete laser fusion device. They needed a diminutive version that could be lined up with the X-ray beam and microscope. While at Argonne, Sun and his post-doc researcher at the time, Cang Zhao, now a professor at Tsinghua University in Beijing, invented a simulated laser fusion printer to generate the conditions created by commercial laser fusion. The compact setup could be mounted on a table and precisely positioned for high-speed X-ray imaging. Sun and Zhao were the first to apply high-speed X-ray imaging to view laser fusion printing, Sun says. In 2019, when Sun joined the University of Virginia, he and his research team — currently one post-doc and two graduate students — began running a version of this simulated printer in the X-ray setup and analyzing the pore defects they saw.
The keyhole is key
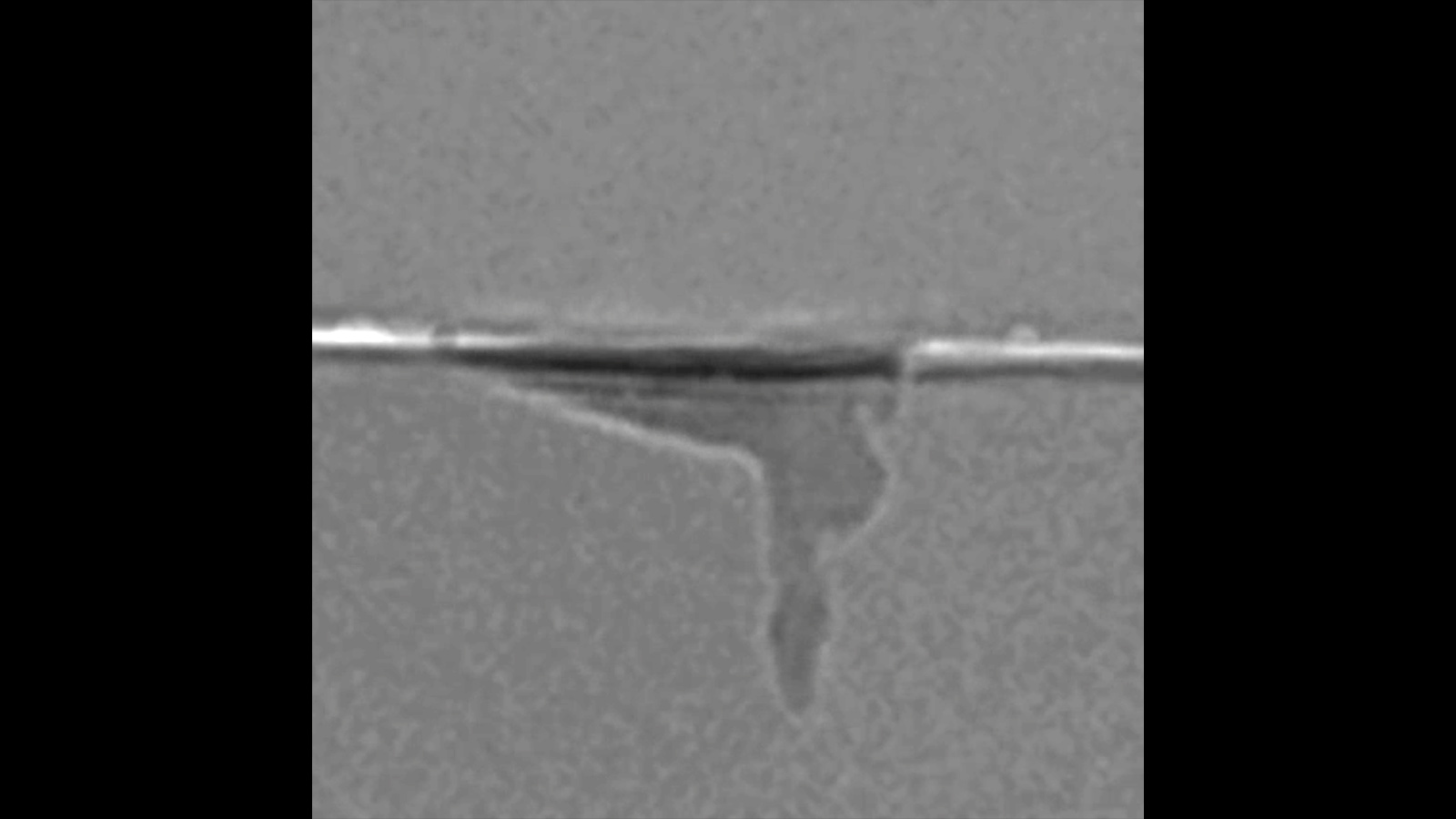
As for the origin of the bubbles, they can be caused by moisture in the metallic powder or even hollow powder particles. But the hardest source to control is a trench that sometimes forms in the molten pool. Each trench, known as a keyhole, forms when the laser vaporizes the metal. Sun and his team found that if the keyhole becomes narrow and deep, and if its walls fluctuate too much, the walls are likely to pinch together, creating a bubble at the deepest point. If the bubble doesn’t reattach to the keyhole or pop to the surface of the molten pool, it will become trapped in the metal as it solidifies and become a pore.
The researchers also discovered a force in the molten pool that jostled bubbles away from the keyhole, even when thermal currents should have been causing the bubbles to escape back to the keyhole. They determined that acoustic waves account for the force, but they don’t agree yet on what is causing the waves, Sun says. One explanation could be that two high-velocity liquids push together to cause waves. Or explosive boiling sometimes caused by the laser in the molten pool could cause acoustic waves.
If researchers can determine what causes the acoustic waves, the source of the waves could be eliminated so more bubbles could escape the molten pool. In the next stages of the pore research, Sun says the researchers will probably incorporate acoustic sensors into their tests to try to pinpoint what’s causing the waves.
The researchers also found that bad keyholes — those that are narrow and deep with fluctuating walls that create bubbles — are predictable. By graphing the various combinations of laser power and scanning speeds that did and did not create the defects, they mapped out a clear boundary between the laser settings that reliably led to many bubbles and those that eliminated them.
Sun has so far focused most of his research on a titanium-aluminum-vanadium alloy (titanium 64), one of the most common alloys in the aerospace industry, with additional work on other aluminum alloys, stainless steel and a high-temperature nickel-chromium alloy (nickel 718) found in turbine engines. He also hopes to learn why other defects form in parts, such as cracks.
Next steps
Sun is continuing research with high-speed X-ray imaging by pairing the technique with visible-light cameras and infrared cameras taking images of the surface during laser fusion printing. He wants to find out whether the surface images coincide with interior events that lead to pore formation, as depicted by the X-ray images. If they do, then researchers and eventually manufacturers could rely on only the visible-light and infrared cameras to pick up on conditions that lead to pore defects during a laser fusion print. For the manufacturers, the technique might enable them to adjust their printer or at least stop a printing that is creating defects.
Sun is working with professors in the area of machine learning and artificial intelligence to see if computers could be enlisted to examine the images, perhaps with technology similar to facial recognition algorithms. Right now, researchers must analyze hundreds of thousands of image frames for just one data point. In one day of beam time, the researchers collect millions of images. That means a post-doc student has to sit for months, or even years, viewing the slow-motion X-ray movies created by the research to extract all the useful information from just one day of testing at the high-energy X-ray site.
For now, human observation is the best way to examine the images because humans can apply a knowledge of physics to pick up subtleties that the computer can’t yet, Sun says. The computers don’t know what to look for.
“We certainly put a lot of effort into trying to develop algorithms to recognize all the structure features with the computer. It’s not easy, but I think that’s the future,” Sun says.